-
-
-
Tổng tiền thanh toán:
-

KỸ THUẬT HÀN ỐNG VỊ TRÍ ĐỨNG 5G (TIG+SMAW)
I.Mục tiêu của bài:
II. Nội dung bài
1. Lý Thuyết
1. 1. Khái quát khi hàn ống vị trí 5G.
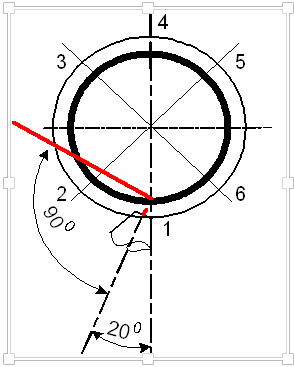
Xác định các tư thế hàn (theo chu vi ống)
- Cung (2 - 1 - 6) là tư thế hàn ngửa (hàn trần ).
- Cung (2 – 3) và (6 – 5) là tư thế hàn leo.
- Cung (3 - 4 - 5) là tư thế hàn bằng (hàn sấp).

1.2. Tính toán chế độ hàn.
1.2.1. Chọn chế độ hàn TIG:
- Chọn lưu lượng khí bảo vệ.
- Chọn que hàn TIG: Que hàn loại ER70S - 6, đường kính Þ2.4 mm
- Chọn đường kính điện cực (Vonfram): 2.4 mm.
- Chọn cường độ dòng điện: Ih.lót = 80- 90 A.
- Góc độ que hàn như hình vẽ

1.2.2. Chọn chế độ hàn phủ (SMAW)
- Dòng điện Ih.lót = 70 ÷ 90 A, Que hàn E7016, Þ2,5 mm.
- Dòng điện Ih.phủ = 90 ÷ 120 A, Que hàn E7016, Þ3,2 mm.
1.3. Kỹ thuật hàn
1.3.1. Hàn lót TIG
a) Kỹ thuật hàn TIG ở dây cung (1-2 hoặc 1-6) tư thế hàn ngửa (hàn trần).
- Góc độ mỏ hàn (Đầu điện cực) hợp với các đường kính một góc 200 .
b) Kỹ thuật hàn TIG ở dây cung (2- 3 hoặc 6 - 5) tư thế hàn leo.
•Góc độ mỏ hàn (đầu điện cực) hợp với các đường kính một góc 200.
•Mỏ hàn hợp với que hàn 900.
•Đầu mút điện cực di chuyển hình răng cưa.

c) Kỹ thuật hàn TIG ở dây cung (3- 4 hoặc 5 - 4) tư thế hàn bằng (hàn sấp).
•Góc độ mỏ hàn (đầu điện cực) hợp với các đường kính một góc 200.
•Mỏ hàn hợp với que hàn 900.
•Đầu mút điện cực di chuyển hình răng cưa .

1.3.2. Hàn phủ SMAW
•Bắt đầu hàn tại vị trí số 1 và kết thúc đường hàn ở vị trí số 4 (theo hai nửa đường tròn).
•Mối hàn được thực hiện theo hai hướng: Hướng theo (1-2-3-4) theo chiều cùng chiều kim đồng hồ; hướng theo (1-6-5- 4) theo chiều ngược kim đồng hồ.
•Kỹ thuật hàn đối xứng như nhau .
b)Khi hàn cung ( 1-2 hoặc 1-6 ) tư thế hàn ngửa (hàn trần)
Trước khi gây hồ quang đầu mút điện cực que hàn song song với trục tung (900) vị trí 1 nhưng lệch so với bên phải khoàng 20 mm. Sau khi có hồ quang que hàn chuyển động tịnh tiến theo hướng cùng chiều kim đồng hồ từ (1- 2) hoặc từ (1- 6) và xoay que hàn hợp với trục tung một góc 15 – 200 để tránh hiện tượng xỉ hàn nổi về phía trước bể hàn gây nên lẫn xỉ hàn. Dùng hồ quang ngắn để hàn. Đầu mút điện cực có thể chuyển động theo hình đường thẳng hoặc hình răng cưa là thích hợp nhất

c) Khi hàn cung (2-3 hoặc 6-5) là tư thế hàn leo.
Giữ nguyên góc độ que hàn đã hợp với trục tung 15 – 200 để hàn cung ( 2- 3 hoặc 6- 5). Dùng hồ quang ngắn để hàn. Đầu mút điện cực có thể chuyển động theo hình đường thẳng hoặc hình răng cưa là thích hợp nhất.

d) Khi hàn cung (3- 4 hoặc 5- 4) tư thế hàn bằng (hàn sấp)
Giữ nguyên góc độ que hàn đã hợp với trục tung 15 – 200 để hàn cung 3- 4 hoặc 5 – 4 Tới đỉnh (vị trí 4) thì que hàn song song với trục tung. Đầu mút điện cực có thể chuyển động theo hình đường thẳng hoặc hình răng cưa là thích hợp nhất.

1.4. Dạng khuyết tật thường gặp và cách phòng ngừa.
1.4.1. Đối với đường hàn lót

1.4.2. Đối với đường hàn phủ

1.5. An toàn lao động và vệ sinh máy, phân xưởng.
- Thực hiện đầy đủ trang bị ảo hộ lao động theo quy định.
- Dùng kính số 12 khi hàn lót, kính số 11 khi hàn phủ.
- Thông gió tốt để tránh hít phải Ar do xông khí khi hàn lót.
2. Trình tự thực hiện
2.1. Đọc bản vẽ

Yêu cầu
-Xác định được các kích thước cơ bản.
- Hiểu được các ký hiệu trên bản vẽ.
2.2. Chuẩn bị thiết bị, dụng cụ, vật liệu
a, Thiết bị
•Máy hàn TIG, máy hàn hồ quang.
•Máy cắt, máy mài…
•Yêu cầu: Thiết bị hoạt động tốt, an toàn
b, Dụng cụ
Đe, búa nguội, thước lá, mũi vạch, kìm rèn, ...
Yêu cầu: Dụng cụ chắc chắn.
c, Vật liệu hàn
•Ống thép các bon F114x6 mm
•Que hàn thuốc bọc F 3,2 mm
•Que hàn TIG
•Khí Ar
d, Chuẩn bị phôi hàn:

Số lượng: 2 chi tiết
Yêu cầu: Phôi đúng kích thước, mép hàn phải được làm sạch.
2.3. Gá - đính phôi hàn
a, Gá phôi hàn
•Cho 2 ống ép sát vào 2 cạnh của thanh V.
•Điều chỉnh sao khe hở giữa 2 ống là 3 mm.
b, Hàn đính
- Lắp ghép, định vị phôi chắc chắn, đúng vị trí, đồng tâm.
- Chiều cao mối đính: 3 - 4 mm.
- Chiều dài mối đính: 20 mm.
- Độ lồi mặt trong mối đính.

2.4. Tiến hành hàn
- Dao động mỏ hàn theo hình răng cưa.
- Dao động mỏ hàn sang trái, phải một góc 150.

a)Hàn vị trí cung (I - II) (Hàn ngửa):
- Mỏ hàn hợp với trục tung một góc 200.
- Mỏ hàn hợp với que hàn một góc 1200.
- Đặt đầu que hàn nằm trên đường kính trong của ống.
- Mỏ dao động tịnh tiến theo hình răng cưa lệch.

b) Hàn vị trí cung (II –IV) (hàn đứng):
- Mỏ hàn hợp với trục hoành một góc 200 và hợp với que hàn một góc 700.
- Mỏ hàn dao động tịnh tiến theo hình răng cưa lệch.

c) Hàn vị trí (IV–V) (Hàn bằng):
- Nghiêng mỏ hàn so với trục (VI - V) một góc 200.
- Que hàn hợp với mỏ hàn một góc 900 ± 50.
- Đầu que hàn nằm trên đường kính trong của ống.
- Mỏ hàn dao động tịnh tiến theo hình răng cưa.

4.2. Hàn phủ SMAW
- Dòng điện Ih.lót = 70 ÷ 90 A, Que hàn E7016, Þ2,5 mm.
- Dòng điện Ih.phủ = 90 ÷ 120 A, Que hàn E7016, Þ3,2 mm.
- Góc độ que hàn theo bản vẽ.

2.5. Kiểm tra
•Làm sạch bề mặt mối hàn
•Kiểm tra kích thước mối hàn, độ đều lớp lót và bề mặt mối hàn.






